注塑機溫升過高的原因 (1)油箱容積太小,散熱面積不夠,冷卻裝置但其容量過小。(2)按快進速度選擇油泵容量的定量泵供油系統
來源: 發布時間:2016年09月30日 10:49:02 閱讀:5807
“塑料性能乃注塑技術之本”,掌握各種塑料的工藝性能及特性,是每一位注塑工作者必須懂得的基本專業知識,塑料的性能是設定“注塑工藝條件”的依據,也是在分析注塑過程中出現的質量問題和異常現象時必須考慮的...
來源: 發布時間:2016年09月29日 09:59:15 閱讀:4348
一種結合了纖維增強材料的應用,鋪設和堆疊的設計方法,以及集成成型和注塑成型工藝的新型優化方法。纖維增強塑料(FRP)是由用
來源:塑料工程師學會北京分會 發布時間:2016年09月26日 10:18:02 閱讀:1516
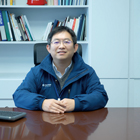
本文介紹了一種生產熱塑性聚氨酯發泡塑料的新穎方法,該方法利用了氣載粒料和微孔注射成型工藝,制品具有低密度、均勻的泡孔結構
來源:塑料工程師學會北京分會 發布時間:2016年09月22日 09:54:24 閱讀:5832
微孔聚合物泡沫是含有十億微小氣泡的塑料,它們的孔隙直徑小于100μm,每單位體積密度大于108 /cm3。第一個商業微發泡注塑成型技術(即Trexel公司的MuCell注塑工藝)于20世紀90年代,以麻州研究所進行的研究為基...
來源:塑料工程師學會北京分會 發布時間:2016年09月18日 10:40:37 閱讀:3915
在不同的加工參數下,對聚合物流變性能的監測能讓我們了解其熔融狀態,并預測注塑件的質量。
來源:塑料工程師學會北京分會 發布時間:2016年09月18日 10:32:32 閱讀:2962
1、用黃銅片硬擠進制品同模具的縫隙內,撬著使制品離開模腔,但對非鐵合金型模具使用這種方法要慎重。2、為了達到這個目的,在
來源: 發布時間:2016年09月14日 09:43:35 閱讀:3951
什么是分層起皮 分層起皮是指制件表面能被一層層的剝離。(如圖所示)分層起皮原因分析 1、混入了其他不相容的高分子聚合物 2、
來源: 發布時間:2016年09月14日 09:41:50 閱讀:3907
總的來說,該缺陷主要由三個原因導致一、成型條件控制不當注射壓力太低、速度太快、時間和周期太短、加料量過多或過少、保壓不足
來源: 發布時間:2016年09月14日 09:25:46 閱讀:3919














 玻纖含量對長玻纖...
玻纖含量對長玻纖... 鈣鈦礦薄膜的均勻...
鈣鈦礦薄膜的均勻... 用于光伏板靜電除...
用于光伏板靜電除... 聚砜醫療干粉吸入...
聚砜醫療干粉吸入...





