








?
在這一研究領域中,盡管毫無根據,但仍存在較強的觀念認為微孔泡沫的準備需要超臨界CO2或N2,這樣的SCFS提供了特殊的性能。與此相反,已經有實驗證明,CO2和N2在熱塑性聚合物中的溶解度滿足亨利定律(即,氣體甚至可以在低于臨界壓力下溶解在聚合物中)。因此,理論上,即使當飽和壓力(對應于溶解PBA濃度)比臨界壓力值低,我們也可以進行物理發泡。但是,不含高壓泵系統的注射成型機還沒有被開發出來。
?
在我們的工作中,我們已經開發出一種新的泡沫注射成型的方法(不含SCF泵單元)用于生產微孔泡沫。我們通過將PBA(即,CO 2或N 2)直接從氣罐傳輸到熔融聚合物中來簡化注射成型過程。此輸送通過一個噴射閥,我們可以通過使用專門設計的操作順序和螺桿配置來實現。
?
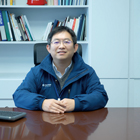
我們的發泡注射成型裝置如圖1所示,包括一個通風孔,具有通氣容器,在機器的中間。通過該通氣孔,多余的PBA氣體(即,存在熔融聚合物中的氣體殘留PBA)可以從熔融聚合物排出到大氣中。相應的,它也可以被用來將PBA氣體引入至該熔融聚合物中(當聚合物在PBA中的濃度低于飽和點時)。具體地,我們可以通過調整通氣容器內的壓力來調整溶解在熔融聚合物中的PBA濃度。我們可以通過排出管線端部的背壓調節器來調控通氣容器的壓力。

圖1 ?(a)新型泡沫注塑機示意圖(不含超臨界流體泵單元)。 N2:氮氣。 CO2:二氧化碳。P:壓力指示器。 (b)物理發泡劑(PBA)輸送系統,它由一個噴射閥和通氣容器組成。
?
?
以我們的技術制造的芯后泡沫注塑制品的掃描電子顯微鏡(SEM)圖像如圖2所示,我們以三個不同的膨脹比制備了這些泡沫(2、3、5)。此外,我們使用了CO2或N2作為PBA,開閥時間為0.2秒的噴射器,壓力為5MPa的通氣容器以及二次壓力為8 MPA的氣瓶。這些SEM圖像表明,該泡沫體的泡孔尺寸與常規泡沫注射成型方法得到的泡沫體大致相同,甚至更小。因此,我們表明,我們的泡沫注塑機和方法可以成功地用于生產微孔發泡制品。
?

圖2 ?芯后泡沫注塑制品的芯層掃描電子顯微鏡圖像。這些圖像從垂直于泡沫體的芯后方向獲得。這些泡沫使用了N2或CO2作 PBA,并以2、3、5的膨脹比獲得。每個樣品的平均泡孔尺寸和發泡溫度分別在每個圖像的底部和左上角示出。
?
僅通過從通氣孔輸送PBA,我們也可以用我們的系統生產微泡沫。聚丙烯注塑制品及其相應的微孔泡沫的一個例子如圖3所示,我們通過從通氣容器和孔向熔融聚合物中輸送空氣的方式制備微孔泡沫,同時噴射閥完全關閉。空氣由空氣壓縮機提供,其中,空氣被簡單地從大氣壓壓縮至4MPa。通過我們的工藝,原始盤形板的大小(直徑為100mm,厚度為1mm)擴大到厚度為2mm。此外,該板由于微型氣泡反射而呈現出白色。
?

圖3 ?聚丙烯(PP)注塑制品(左)和它的微孔泡沫(右)。兩個板的直徑為100mm。非發泡和發泡產品的厚度分別為1mm和2mm。
?
?
總之,我們已經開發出一種新的注射成型系統,無需SCF泵單元即可完成微孔聚合物泡沫的制造。在我們的技術中,我們可以使用非超臨界氮氣、二氧化碳或壓縮空氣作為物理發泡劑來生產穩定的微孔泡沫材料。因此,我們已經表明,加壓N2或CO 2至超臨界狀態不是微孔注射成型的必要條件。在我們即將進行的工作中,我們將通過優化螺桿設計和通氣容器的PBA傳輸來改進我們的技術。這將使我們能夠以較低的成本輕松地實現現有的注塑成型機向我們的系統設計的轉換。
?
?
 玻纖含量對長玻纖...
玻纖含量對長玻纖... 鈣鈦礦薄膜的均勻...
鈣鈦礦薄膜的均勻... 用于光伏板靜電除...
用于光伏板靜電除... 聚砜醫療干粉吸入...
聚砜醫療干粉吸入...





